Sui metodi di controllo mediante calibri delle filettature dei tubi cilindrici
Negli ultimi anni tra i riscaldatori componibili sono giustamente diventati sempre più popolari i radiatori bimetallici con collettori in acciaio e rivestimento esterno in alluminio.In conformità con le tecnologie europee, le filettature interne dei dispositivi di riscaldamento della maggior parte dei produttori sono realizzate utilizzando il metodo di laminazione. Le filettature laminate forniscono un collegamento filettato durevole e sicuro, come dimostrato da molti anni di utilizzo con successo di radiatori bimetallici.
In conformità con GOST 31311-2005 “Dispositivi di riscaldamento. Condizioni tecniche generali" (punto 8.2.) i collegamenti filettati dei dispositivi di riscaldamento vengono controllati con calibri per filetti. Allo stesso tempo, singoli produttori di radiatori che utilizzano la tecnologia filettata, nonché associazioni di settore senza scopo di lucro, hanno ripetutamente proposto/ricorso a vari enti, dipartimenti e servizi governativi con l'obbligo di controllare ulteriormente le filettature interne con calibri lisci.
Questo articolo esamina la validità di queste proposte e l'opportunità di introdurre tale requisito aggiuntivo utilizzando l'esempio del filo G1, utilizzato sulla maggior parte dei dispositivi di riscaldamento.
Per prima cosa, diamo un'occhiata ai requisiti di base per realizzare filettature per tubi.
- I parametri delle filettature dei tubi cilindrici sono determinati da GOST 6357-81 “Standard di base di intercambiabilità. Filettatura cilindrica”, secondo la quale:
Il profilo nominale della filettatura e le dimensioni dei suoi elementi devono corrispondere a quelli indicati nel Disegno 1:
Disegno 1
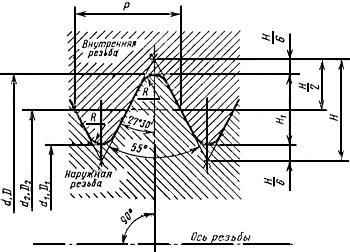
Le dimensioni degli indicatori di cui sopra in millimetri per la filettatura G1 sono mostrate nella Tabella 1:
Tabella 1
| Passo P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Allo stesso tempo, secondo lo stesso GOST 6357-81, è consentito creare thread con deviazioni dai valori specificati (tolleranze), a condizione che il thread rispetterà anche GOST 6357-81.
Gli schemi dei campi di tolleranza per le filettature esterne ed interne sono mostrati nel Disegno 2.
Le deviazioni vengono contate dal profilo della filettatura nominale (ideale) nella direzione perpendicolare all'asse della filettatura.
Disegno 2
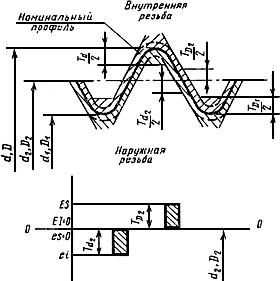

— tolleranze del diametro d, d2, D1, D2
I valori numerici delle tolleranze per i diametri delle filettature esterne ed interne devono corrispondere a quelli riportati nella Tabella 3:
Tabella 3
| Designazione della dimensione della filettatura | Passo P, mm | Filettatura esterna | Filettatura interna | ||||
| Diametri della filettatura | |||||||
| diametro esterno della filettatura maschio | diametro medio della filettatura esterna | diametro medio della filettatura interna | diametro interno della filettatura femmina | ||||
| Tolleranze, micron | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Classe A | Classe B | Classe A | Classe B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Da notare che, secondo la Tabella 1, il valore di H1 (altezza utile del profilo della filettatura) è pari a 1,478515 mm, e, secondo la Tabella 3, le tolleranze sul diametro interno della filettatura interna D1 e sul diametro esterno della la filettatura esterna d è rispettivamente di 640 μm e 360 μm. Il disegno 3 mostra i profili di filettatura interna ed esterna G1, realizzati con la deviazione massima consentita dal profilo nominale secondo la Tabella 3. Inoltre, questi profili di filettatura sono pienamente conformi ai requisiti di GOST 6357-81.
Disegno 3
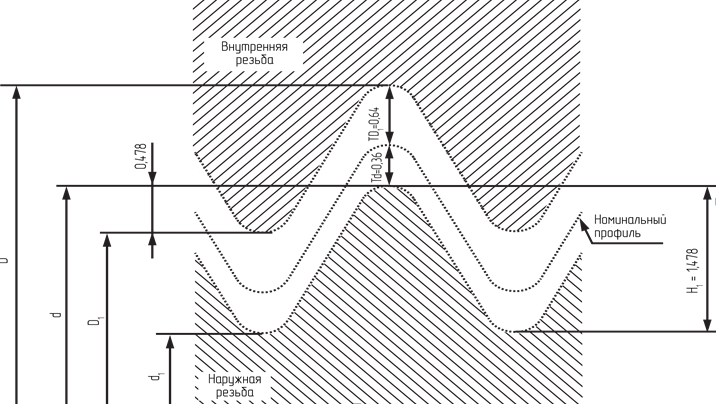
Dal disegno si vede chiaramente che in questo caso solo il 32,4% dell'altezza del profilo filettato è coinvolto nel collegamento filettato.
Particolarmente sorprendente a questo proposito è la posizione di alcuni produttori di dispositivi di riscaldamento, nonché di associazioni industriali specializzate, che ritengono inaccettabile riconoscere una filettatura come accettabile se il profilo della filettatura è solo il 38% del valore nominale. Apparentemente, questi produttori e associazioni semplicemente non comprendono i fondamenti elementari di GOST 6357-81 in termini di quale filo (con quali dimensioni) è considerato realizzato in conformità con questo GOST.
A nostro avviso, la necessità di tolleranze così significative è associata al requisito del paragrafo 5.1.6 “SP 73.13330.2016 Impianti sanitari interni degli edifici”, secondo il quale “Quando si assemblano le unità, le connessioni filettate devono essere sigillate.
Come sigillante per collegamenti filettati a temperature del mezzo trasportato fino a 378 K (105°C), si consiglia di utilizzare nastro FUM o fili di lino secondo GOST R 53484, impregnati con minio rosso o biacca., miscelato con olio essiccante naturale, o apposite paste-sigillanti.
Passiamo ora a considerare la questione principale di questo articolo: quanto sia opportuno includere nella documentazione normativa relativa al controllo delle filettature dei dispositivi di riscaldamento un requisito per l'ispezione obbligatoria delle filettature interne con calibri lisci.
Analizziamo la proposta di monitoraggio delle filettature interne dei dispositivi di riscaldamento mediante un calibro passante liscio:
Consideriamo l'opzione ideale quando la filettatura interna è realizzata in stretta conformità con GOST 6357-81, ad es. preferibilmente secondo il profilo nominale senza tolleranze. In questo caso, secondo la Tabella 2, il diametro della filettatura interna sarà 30,291 mm.
Proviamo a controllare questo thread con un calibro di passaggio liscio.
In conformità con la clausola 6.2. GOST 2533-88 “Calibri per filettature di tubi. Tolleranze"Le dimensioni del diametro dei calibri lisci per testare filettature esterne ed interne devono essere determinate secondo le formule fornite nella Tabella 4.
Tabella 4
| Designazione (numero tipo) calibro | Nome e scopo del tipo di calibro | Diametro del calibro | |
| Denominazione | Deviazione massima | ||
| Calibri per filettatura interna | |||
| PR (23) | Calibro a tampone passante liscio |  |  |
| NON (24) | Calibro a tampone liscio |  |  |
I valori degli indicatori H1 e Z1 sono riportati nella Tabella 5.
Tabella 5
| Valore TD1 secondo GOST 6357 | H1, µm | Z1 |
| da 375 µm a 710 µm | 26 | 52 |
Dall'analisi dei dati delle tabelle sopra risulta che il diametro della sagoma di passaggio liscio sarà pari a:
- valore nominale: D1+ 52 µm = 30,343 mm
- valore con deviazione massima superiore: D1+ 52 µm + 13 µm = 30,356 mm
- valore con deviazione massima inferiore: D1+ 52 µm - 13 µm = 30.330 mm
Si noti che, secondo la clausola 2.3. Appendice 2 "Regole per l'uso dei calibri" a GOST 24939-81 "Calibri per filettature cilindriche", "un calibro a scorrimento regolare deve entrare liberamente nella filettatura controllata sotto l'influenza del proprio peso o di una certa forza."
A questo proposito, otteniamo un quadro paradossale in cui un calibro passante liscio e privo di usura, il cui diametro minimo possibile è 30,330 mm, dovrebbe adattarsi liberamente a una filettatura idealmente realizzata secondo GOST 6357-81, il diametro di ovvero 30.291 mm (nominali), cosa praticamente impossibile.
Pertanto, quando si controlla una filettatura realizzata perfettamente secondo GOST 6357-81 con un calibro a passaggio liscio, questa filettatura verrà riconosciuta come non conforme a GOST 6357-81, il che di per sé è assurdo.
Ciò spiega in parte i casi in cui le connessioni filettate realizzate secondo GOST 6357-81 classe A, che richiedono una filettatura più precisa in termini di deviazioni ammissibili (tolleranze), vengono rifiutate quando testate con un calibro di passaggio liscio.
Tenendo conto di quanto sopra, possiamo concludere che l'introduzione di un requisito aggiuntivo per il controllo delle filettature interne dei dispositivi di riscaldamento con calibri a passaggio liscio non solo non garantirà il controllo sull'esecuzione delle filettature in conformità con GOST 6357-81, ma , al contrario, porterà a una situazione assurda in cui quelli realizzati nel pieno rispetto dei requisiti dei dispositivi di riscaldamento GOST saranno considerati difettosi.
Analizziamo poi la proposta di monitorare le filettature interne dei dispositivi di riscaldamento utilizzando un calibro liscio non passante:
Consideriamo l'opzione quando la filettatura interna è realizzata nel pieno rispetto di GOST 6357-81, ma con la tolleranza massima fornita da GOST - 640 micron (vedere indicatore TD1 Tabella 3). In questo caso il diametro della filettatura interna sarà di 30,931 mm.
Proviamo a controllare questo thread con un indicatore di non passaggio liscio.
Dall'analisi dei dati riportati in Tabella 4 e Tabella 5 risulta che il diametro di una sagoma passante liscia sarà pari a:
- valore nominale: D1+ 640 µm = 30,931 mm
- valore nella deviazione massima superiore: D1+ 640 µm + 13 µm = 30,944 mm
- valore nella deviazione massima inferiore: D1+ 640 µm - 13 µm = 30,918 mm
Si noti che, secondo la clausola 2.4. Appendice 2 "Regole per l'uso dei calibri" a GOST 24939-81 "Calibri per filettature cilindriche", "un calibro liscio non passa non deve entrare in una filettatura controllata sotto l'influenza del proprio peso o di una certa forza".
A questo proposito, otteniamo ancora una volta un quadro paradossale in cui un calibro NON passante liscio e privo di usura, il cui diametro minimo possibile è 30,918 mm, NON dovrebbe adattarsi liberamente a una filettatura realizzata secondo GOST 6357-81 con tolleranze massime , il cui diametro è di 30.931 mm , il che è praticamente impossibile.
Pertanto, quando si controlla una filettatura realizzata secondo GOST 6357-81 con un calibro liscio NON PASSANTE, questa filettatura verrà riconosciuta come non conforme a GOST 6357-81, il che di per sé è assurdo.
Tenendo conto di quanto sopra, possiamo concludere che l'introduzione di un requisito aggiuntivo per il controllo delle filettature interne dei dispositivi di riscaldamento con calibri lisci non passanti non garantirà il controllo sull'esecuzione delle filettature per la conformità a GOST 6357-81.
Pertanto, l'analisi di cui sopra indica chiaramente che l'uso di calibri lisci non solo non è in grado di stabilire in modo inequivocabile la conformità o non conformità di una filettatura con i requisiti di GOST 6357-81, ma può anche portare al riconoscimento di una filettatura che è pienamente conforme a questo GOST in quanto difettoso.
Di particolare interesse sono le regole per l'utilizzo delle sagome lisce. Sono stabiliti in GOST 24939-81 "Calibri per filettature cilindriche" (Appendice 2 "Regole per l'uso dei calibri").
Pertanto, per un tampone a tampone passante è necessario che il calibro entri liberamente nella filettatura controllata sotto l'influenza del proprio peso o di una certa forza, mentre per un tampone a tampone liscio è richiesto che questo calibro non deve entrare nella filettatura controllata sotto l'influenza del proprio peso o di una certa forza.
Allo stesso tempo, né le Regole per l'uso dei calibri, né GOST 24939-81, né altri documenti normativi stabiliscono chi e come dovrebbe determinare l'entità di questa forza e in quale direzione dovrebbe agire sul calibro.
Da ciò possiamo trarre una conclusione inequivocabile, secondo la quale non esiste un'unica metodologia per l'utilizzo dei calibri stabilita dalle normative pertinenti.
Inoltre, a nostro avviso, quando si discutono i requisiti per testare le filettature dei dispositivi di riscaldamento, è consigliabile considerare condizioni simili delle norme per gli elementi del sistema di riscaldamento direttamente collegati ai dispositivi di riscaldamento.
Quindi, nella sezione “2. Riferimenti normativi" GOST 30815-2002 "Termostati automatici per dispositivi di riscaldamento dei sistemi di riscaldamento dell'acqua negli edifici" viene menzionato GOST 6357-81, tuttavia, non viene utilizzato ulteriormente nel testo. Forse per questo motivo, nella nuova edizione del GOST 30815-2019, il GOST 6357-81 è del tutto assente dall'elenco dei riferimenti normativi.
Inoltre, in GOST 21345-2005 "Valvole a sfera coniche e cilindriche" anche GOST 6357 non è menzionato.
Pertanto, negli standard GOST 30815-2019 e GOST 21345-2005 per gli elementi dei sistemi di riscaldamento collegati direttamente ai dispositivi di riscaldamento, non ci sono requisiti per testare i fili per la conformità con GOST 6357-81.
A questo proposito, non è chiaro quale sia l'obiettivo esatto perseguito dagli autori delle proposte di controllare le filettature dei dispositivi di riscaldamento utilizzando calibri lisci aggiuntivi senza stabilire alcun controllo sulle filettature degli elementi dei sistemi di riscaldamento direttamente collegati ai dispositivi di riscaldamento.
A nostro avviso è assolutamente inutile discutere dell'utilizzo di calibri lisci per il monitoraggio delle filettature interne dei dispositivi di riscaldamento in presenza di:
- le discrepanze tra il diametro nominale della filettatura interna e il diametro nominale del foro liscio specificate in questo articolo,
- mancanza di una metodologia unificata approvata per l'utilizzo dei calibri,
- l'assenza di requisiti per fili e metodi di controllo in relazione agli elementi dei sistemi di riscaldamento direttamente collegati ai dispositivi di riscaldamento.
Inoltre, per stabilire la dipendenza di come i risultati dei test con calibri lisci influenzano la resistenza delle connessioni filettate dei dispositivi di riscaldamento, abbiamo condotto una serie di test. Per i test sono stati selezionati otto campioni di tre tipi di sezioni del radiatore:
- alluminio (AL),
- bimetallico con canali conduttori di calore verticali e orizzontali in acciaio (BM),
- radiatori in alluminio con canali termoconduttori verticali in acciaio (ASVK).
Tutti i campioni sono stati testati con calibri filettati (passa e non passa) e sono stati inoltre testati con calibri lisci. I risultati dei test con misuratori lisci sono mostrati nella Tabella 6.
I campioni 7 e 8 sono stati selezionati in modo che il calibro liscio non passante si inserisse liberamente senza sforzo con un leggero gioco nel foro filettato delle sezioni del radiatore. I campioni sono stati avvitati con i tappi a vite consigliati dal produttore del radiatore. Sono state eseguite prove di trazione statica fino alla rottura dei campioni in un laboratorio certificato.
Tabella 6
Risultati delle prove di trazione statica
| Numero del campione | Tipologia radiatore | Controllo con un calibro di passaggio liscio | Controllo con un calibro no-go liscio | Carico di rottura, N | Limite di proporzionalità. Sbarra |
| 1 | BM | negativo | positivamente | 48 791 | 604,10 |
| 2 | ASVK | positivamente | positivamente | 41 884 | 525,71 |
| 3 | ASVK | positivamente | positivamente | 35 309 | 444,65 |
| 4 | BM | positivamente | positivamente | 108 272 | 1249,13 |
| 5 | AL | positivamente | positivamente | 39 924 | 502,09 |
| 6 | BM | negativo | positivamente | 102 473 | 1061,17 |
| 7 | BM | positivamente | negativo | 46 272 | 563,17 |
| 8 | BM | positivamente | negativo | 52 987 | 619,63 |
I risultati dei test sono confermati dai protocolli ufficiali del laboratorio di prova, dalle riprese video e fotografiche.
Utilizzando l'esempio del campione n. 4, è chiaramente visibile che durante il test di un radiatore bimetallico si verifica una deformazione nella connessione filettata.

Durante il test di un radiatore in alluminio e di un radiatore con canale di conduzione del calore in acciaio, si è verificata una distruzione nel corpo della sezione del radiatore.

Dai dati forniti risulta che la filettatura di un radiatore di riscaldamento che non è stata testata con un calibro passante liscio (campione 1, 6) o non passante (campione 7, 8), ma che soddisfa pienamente i requisiti di GOST - 6357, quando testato con calibri, forma una connessione filettata, il limite la cui deformazione proporzionale supera molte volte i valori di pressione che possono sopportare altri elementi dei sistemi di riscaldamento.
È anche indicativo che i radiatori le cui filettature non sono state testate con alcun calibro liscio, in termini di affidabilità e sicurezza in termini di distruzione della connessione filettata, hanno mostrato risultati simili e, in alcuni casi, migliori rispetto a quei radiatori le cui filettature sono state testate sia calibri lisci.
Ciò dimostra ancora una volta che il controllo delle filettature con calibri lisci non influisce in alcun modo sulla resistenza della connessione filettata del radiatore di riscaldamento e, di conseguenza, sulla sicurezza e l'affidabilità di questo dispositivo.
Inoltre, per i campioni n. 7 e n. 8, il carico di rottura della connessione filettata è risultato superiore al carico di rottura del corpo della sezione del radiatore in alluminio e del radiatore con canale verticale in acciaio. È particolarmente significativo che i radiatori in alluminio con canale verticale in acciaio abbiano mostrato risultati peggiori rispetto ai radiatori in alluminio convenzionali.
Sulla base di quanto sopra in questo articolo, possiamo trarre una conclusione inequivocabile che i metodi attualmente forniti per monitorare le filettature interne dei dispositivi di riscaldamento utilizzando solo calibri per fili (clausola 8.2. GOST 31311-2005) sono più che sufficienti per la produzione di dispositivi di riscaldamento affidabili e sicuri per i consumatori.



